How to Optimize Laser Cutting Parameters for Thin Aluminum Cutting
Aluminum sheets are widely used in metal processing due to their advantages such as light weight, high strength, and corrosion resistance, with applications spanning from aerospace to automobile manufacturing and electronics. However, there are significant challenges to cutting aluminum sheets with fiber laser cutting machines.
The main issue is that aluminum sheets have a high laser reflectivity, which may reach up to 70%. This means that the bulk of the laser energy is reflected back and cannot be adequately absorbed by the aluminum sheet for cutting, resulting in low cutting efficiency and significant damage to the cutting equipment's optical components. At the same time, aluminum sheets are heat-sensitive. Local heating during the cutting process can easily induce thermal deformation, limiting cutting accuracy and quality, resulting in burrs and slag on the cut, and in severe cases, the sheet may need to be discarded.
In this case, it is vital to adjust the cutting parameters on the fiber laser cutting equipment. By accurately modifying the settings, the absorption rate of laser energy may be enhanced, the cutting effect improved, and problems like heat deformation and slag removed, resulting in higher cutting quality and efficiency and lower production costs. Reasonable parameter selection may optimize the performance benefits of fiber laser cutting machines while also increasing the usage of aluminum sheets in more high-precision and high-quality applications.
Laser power matching
Power selection for plates of various thicknesses
Aluminum materials have a low laser energy absorption rate, thus when cutting aluminum sheets, an adaptive power must be chosen based on sheet thickness.
The specific proposals are as follows:
1.Thin sheets smaller than 1mm: 1000-2000W lasers can achieve constant cutting rates of 3-5m/min. This power range has adequate energy to pierce the thin sheet, and the cutting speed is reasonably rapid, which lowers heat input and the risk of thermal deformation.
2.2-3mm sheets: increase the power to over 3000W and adjust the cutting speed to 1.5-2.5m/min. As the thickness of the sheet increases, more power is required to guarantee that the laser can fully melt and evaporate the aluminum material, and slowing down the cutting speed allows the laser energy to fully act in the material and ensure cutting quality.
3.Thick plate cutting (e.g., 8mm): It is recommended to use 6000W or more power and nitrogen to reduce oxidation. Thick plate cutting requires greater laser energy. High power levels can greatly improve cutting efficiency and quality. Using nitrogen as an auxiliary gas reduces oxidation by preventing aluminum from reacting with oxygen during cutting.
It is critical to understand that power selection should contain a buffer. This is because the aluminum sheet has a high laser reflectivity, which allows part of the laser energy to be reflected, resulting in a reduction in the amount of energy required for cutting. If there is no power margin, reflection may result in insufficient energy, preventing the cutting from being completed smoothly, leading in problems like incomplete cutting and slag.
Power selection case analysis
When producing aluminum heat sinks for automobile engines, a certain auto parts manufacturer must cut 1mm thick metal sheets. They first selected a 1000W fiber laser cutting equipment and set the cutting speed to 4m/min. Although the cutting could be completed, there were some burrs on the incision, resulting in low cutting efficiency. Later, they increased the power to 1500W, maintained a consistent cutting speed, significantly improved cutting quality, making the cut smooth and burr-free, and increased production efficiency.
When cutting 3mm thick aluminum brackets, the company originally used 3000W power equipment at a cutting speed of 2m/min, which produced dross. Following the change, the power was increased to 4000W, and the cutting speed was reduced to 1.8m/min.
Core process parameter adjustment
Focus position calibration
When cutting aluminum sheets using a fiber laser cutting machine, the focus position must be carefully set. For aluminum sheet cutting, use negative defocus, which means the focus should be 0.5-1mm below the plate. Negative defocus can enhance the energy concentration effect. When the focus is below the plate, the laser beam's energy is more concentrated at the slit during the penetrating process, improving cutting efficiency and quality, reducing slit width, smoothing the incision, and reducing the heat-affected zone and the risk of thermal deformation of the plate.
To assure the right focus placement, an optical center detection equipment, such as a 1.0mm diameter detection sheet, is required. The specific operating approach is to place the detection sheet on the cutting workbench, activate the laser cutting machine, and shine the laser beam onto the detection sheet. The form and position of the light spot on the detection sheet can help establish if the focus is accurate. If the light spot is circular and in the center of the detection sheet, the focus location is right; if the light spot is offset or deformed, it has to be adjusted.
Cutting speed optimization
The cutting speed modification has a considerable impact on the quality and efficiency of cutting aluminum sheets. Too fast a speed can easily develop slag, whereas too slow a speed can result in thermal deformation. To calculate cutting speed, use this formula: speed = power × coefficient ÷ plate thickness. The coefficient values are 0.6-0.8 when cutting with nitrogen and 0.4-0.6 when cutting with air.
For example, if a 3000W fiber laser cutting equipment is used to cut a 3mm thick aluminum plate with nitrogen, the coefficient is 0.6-0.8. The optimal cutting speed is 1.8 - 2.4m/min, calculated as 3000 × 0.6 ÷ 3 = 600mm/min = 1.8m/min and 3000 × 0.8 ÷ 3 = 800mm/min = 2.4m/min respectively. This formula and example show how to effectively change the cutting speed depending on different powers and plate thicknesses, along with appropriate coefficients to ensure cutting quality and efficiency.
Air pressure and airflow control
Air pressure and airflow control are also essential issues while cutting aluminum sheets. The ideal nitrogen pressure range for aluminum sheets of different thicknesses varies:
Thin sheets (≤1mm): 0.6-0.8 MPa. This pressure range can provide enough airflow to remove the molten material created during cutting from the incision, leaving it clean and smooth.
Medium and thick plates (2–5mm): 1.0–1.2 MPa. As the plate's thickness increases, more air pressure is required to ensure that the molten material is expelled smoothly and does not pile at the incision, lowering cutting quality.
At the same time, it is vital to ensure that the airflow coincides with the cutting head.
Turbulence occurs when the airflow direction does not coincide with the cutting head, causing incision oxidation.
When the airflow is turbulent, the molten material is not evenly swept away from the incision, and part of it resolidifies near the wound, forming an oxide layer that turns the incision black and reduces cutting quality. As a result, before cutting, the airflow direction must be carefully examined and corrected to ensure that it is coaxial with the cutting head, resulting in high-quality cutting.
Auxiliary Gas Selection
Advantages of Nitrogen:
Nitrogen is the ideal auxiliary gas for cutting aluminum sheets with fiber laser cutting equipment. This is largely because nitrogen has inert properties. During the cutting process, it efficiently prevents aluminum from oxidizing with air. When the laser beam melts the aluminum sheet at high temperatures, the aluminum quickly mixes with oxygen in the air to generate aluminum oxide, and nitrogen can form a protective air curtain in the cutting area, isolating oxygen from the outside and preventing oxidation.
Simultaneously, nitrogen can help keep the incision visible. During the cutting process, the high-speed nitrogen airflow quickly blasts the molten material formed by cutting away from the incision, guaranteeing that no oxide or slag remains on the incision's surface, retaining its smoothness and brightness. This is crucial for a variety of applications that need high-quality incision surfaces, including processing electrical equipment casings and cutting gorgeous materials. Nitrogen-assisted cutting may create bright and graceful incisions on aluminum alloy mobile phone shells, meeting the product's appearance requirements.
Consider using air as an option.
If the company has a restricted budget, it may consider employing dry air as an auxiliary gas. Air is an easily available and affordable mixed gas composed primarily of nitrogen and oxygen. However, using air as an auxiliary gas has several risks. Because air contains around 20% oxygen, aluminum will react with oxygen during the cutting process, resulting in mild oxidation of the cut, which may jeopardize the quality of the cut surface and future processing performance. For example, when welding aluminum sheets, the oxidized cut may affect welding strength and quality.
When using nitrogen or air, the gas purity must be at least 99.99%. If there are contaminants in the gas, they will adhere to the cutting surface with the airflow, causing pitting and a considerable decrease in cutting quality. As a result, before using the auxiliary gas, it must be extensively filtered and tested to verify that it meets the requisite purity criteria.
Check the equipment's status.
Control the cutting height
When cutting aluminum sheets using a fiber laser cutting equipment, it is vital to maintain a safe distance between the nozzle and the sheet. The recommended spacing ranges from 0.8 to 1.2mm. If the spacing is too large, energy dispersion will occur. When the distance between the nozzle and the plate is too large, the laser beam diverges during transmission and is unable to focus on the cutting zone, resulting in insufficient cutting energy, slower cutting speed, a larger incision, and sometimes incomplete cutting.
However, if the space is too narrow, the nozzle may become clogged. During the cutting process, a lot of molten material and spatter will be generated. When the nozzle is too close to the plate, these materials can readily enter the nozzle, clogging it and interfering with the regular expulsion of airflow, resulting in decreased cutting quality. It may also damage the nozzle and increase equipment maintenance expenses. As a result, before cutting, the gap between the nozzle and the plate must be precisely adjusted and verified to verify that it is within the allowed range for smooth and consistent cutting quality.
Optical component maintenance
The maintenance of optical components is crucial for the effective operation of the fiber laser cutting machine and ensuring cutting quality. The protective lens, which is an important component of the optical system, is easily discolored by dust, oil, or fog. These impurities will disrupt the laser's transmission and focusing ability, resulting in energy loss and poor cutting quality. As a result, the protective lens has to be cleaned on a regular basis.
When cleaning, start by using an air ball to remove any floating material from the component's surface, especially the lens, which contains minute particles and flocs. This step is necessary, but never use compressed air on the production line since it includes oil and water droplets that might further contaminate the lens. Then, use acetone to gently clean the lens. This quantity of acetone is essentially waterless, reducing the possibility of lens contamination. To clean the lens under light, use a cotton ball soaked in acetone and wipe it in a circular motion. Once the cotton swab becomes soiled, it must be replaced. To avoid wave ribs, clean everything at once.
If you use an anti-high reflection cutting head, ensure sure the reflection protection feature works properly. The anti-reflection cutting head may successfully prevent the damage caused by the high reflectivity of the aluminum sheet to the equipment's optical components; however, if its reflection protection function fails, it will not perform its full role, potentially damaging the lens with the reflected laser. Professional testing equipment can confirm that the cutting head's reflection protection performance is within acceptable limits.
Surface preparation for the sheet
Surface preparation of the sheet is also a crucial factor impacting cutting quality. If there is no high demand for the appearance of the aluminum sheet, a black coating such as graphite can be applied to the sheet's surface to reduce laser reflection. The coating may absorb laser energy and increase the laser's absorption rate, improving the cutting effect, smoothing the cut, and reducing energy loss and cutting instability due to reflection during the cutting process.
If beauty is not to be compromised, the sheet's surface must be free of oxide layers and oil. The oxide layer and oil will affect the laser-sheet interaction, reducing the laser energy absorption rate and potentially generating quality concerns on the cutting surface, such as rough cuts and slag. Before cutting, chemical cleaning, mechanical grinding, and other methods can be used to remove the oxide layer and oil from the plate's surface, assuring cleanliness and preparing for high-quality cutting.
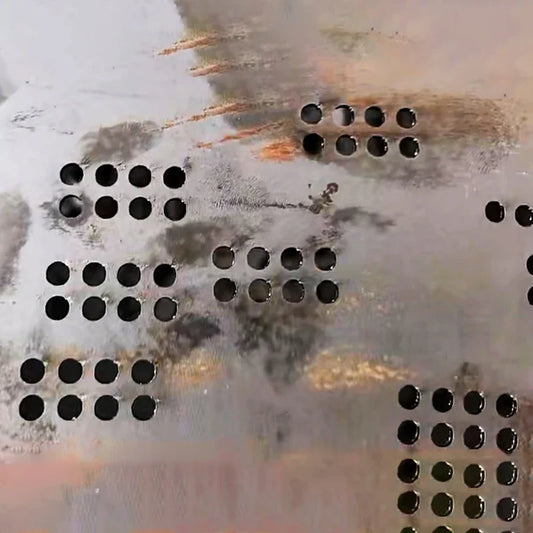
Common Problems
Dross Problem
Dross is a common problem when cutting aluminum sheets using fiber laser cutting equipment, and it has a big influence on cutting quality and subsequent product processing. The primary causes of dross are the following: wrong focal position. When the focus position is too forward or backward, the energy distribution in the cutting zone is uneven, resulting in some materials not being completely melted or the melted materials being unable to be discharged smoothly, generating dross and inadequate cutting speed. Too high speed inhibits the laser energy from properly interacting with the material, resulting in incomplete cutting. Too slow a speed allows the material to melt excessively, increasing the risk of dross; low air pressure. The air pressure of the auxiliary gas cannot completely remove the molten material generated during the cutting process from the incision. The molten material solidifies at the incision, resulting in dross.
To address these issues, the following solutions can be used: lower the focus position, adjust the focus to a suitable position, ensure that the energy is concentrated in the cutting area, so that the material is fully melted and discharged smoothly; increase the gas pressure, increase the pressure of the auxiliary gas, so that it can effectively blow the molten material away from the incision and keep the incision clean; fine-tune the speed, according to the parameters. Implementing these measures systematically will effectively reduce the dross problem and increase cutting quality.
Thermal deformation
Another problem to consider when cutting aluminum thin plates is thermal deformation. This modifies the shape and size of the plate, reducing its precision and quality. In severe cases, the product may be destroyed. This is largely because, during the cutting process of the aluminum thin plate, the component is struck by a high-temperature laser beam, causing the material to rapidly heat up and expand while the surrounding unheated areas remain in their original shape, resulting in thermal stress. When heat stress surpasses the material's yield strength, the plate deforms.
To solve the issue of thermal deformation, the following measures may be used: shorten the cutting path, reduce the moving distance of the laser beam on the plate by optimizing the cutting program, and thus reduce heat input and the risk of thermal deformation. For example, when cutting components with difficult shapes, partition cutting or jump cutting can assist you avoid cutting in the same location for a lengthy period of time.
Reduce the continuous cutting time and instead use intermittent cutting to provide the plate enough time to dissipate heat and prevent heat accumulation. To cut a large area of aluminum sheet, stop at regular intervals and allow the sheet to cool before continuing.
To restrict the amount of heat input, use pulse mode. Pulse lasers may supply a great amount of energy in a short period of time, allowing the material to melt and evaporate quickly while reducing heat diffusion in the sheet and thereby lessening thermal deformation. Adjusting the pulse frequency and breadth may effectively regulate heat input and reduce thermal deformation.
Blackening the cutaway
Another issue that can occur while cutting aluminum sheets is blackening of the cutout, which affects the appearance and surface performance of the product. The main reason for the cutout's blackening is nitrogen purity. If the nitrogen purity is insufficient, its impurities will react with aluminum during the cutting process, generating black oxides that will adhere to the cut's surface and turn it black. Furthermore, if the gas pressure is insufficient during the cutting process, the melt produced cannot be blown away in time, causing the melt to oxidize at the cut and turn black.
To avoid black cuts, ensure nitrogen purity is at least 99.99%. Professional gas detection equipment can determine nitrogen purity. If the purity is found to be insufficient, the nitrogen supply should be replaced immediately or the nitrogen refined. Second, the gas pressure should be properly regulated to optimize the blowing force of the auxiliary gas, allowing the melt to be blown away quickly and lowering the danger of oxidation. To get the best cutting results, adjust the gas pressure according to the plate thickness and cutting process parameters.
Intelligent assistance
Modern fiber laser cutting equipment is advanced, making it simpler to tune aluminum sheet cutting parameters. Many devices include built-in parameter libraries, which are developed by equipment manufacturers based on considerable testing and application experience. Consider a popular brand of fiber laser cutting equipment. It has a built-in parameter library with cutting parameter templates for aluminum sheets of various thicknesses. Users just select the suitable sheet thickness and material on the operational interface, and the device will quickly call the optimization plan and automatically set critical parameters such as laser power, cutting speed, and focus position. This intelligent parameter calling technique considerably saves the user's time and energy spent troubleshooting settings while increasing production efficiency. It is perfect for organizations that mass-produce the same type of aluminum sheet products.
However, due to differences in production demands, equipment condition, and the material and surface quality of aluminum sheets between enterprises, the built-in parameter library may not fully meet all cutting requirements. As a result, in practical applications, it is vital to combine trial cutting attempts with personalized parameter adjustments. Enterprises can select a restricted number of typical aluminum sheet samples and do trial cutting using the built-in parameter bank. During the trial cutting process, pay particular attention to the cutting quality, such as the cut's flatness and verticality, the presence of slag, and thermal deformation. The parameters are gradually updated and optimized based on the results of the trial cuts. For example, if there is any slag on the cut, modify the focus location, raise the air pressure, or fine-tune the speed; if the thermal deformation is more obvious, shorten the cutting route, lower the continuous cutting duration, or utilize the pulse mode. Through continuous trial cutting and adjustment, the most suitable parameter combination for the enterprise's production circumstances may be discovered, resulting in high-quality aluminum sheet cutting with fiber laser cutting equipment.
Summary
To conclude, the optimization parameters and precautions for cutting aluminum sheets using fiber laser cutting equipment cover several essential issues. To optimize parameters, match laser power to sheet thickness, change key process parameters such focus position, cutting speed, and air pressure, and select the appropriate auxiliary gas. In terms of equipment status inspection, the cutting height should be strictly regulated, optical components serviced on a regular basis, and the sheet surface pre-treated. Effective solutions should be developed simultaneously for common concerns such as slag, heat deformation, and cut blackening. Furthermore, intelligent help facilitates parameter optimization, but it must be used in conjunction with trial cutting tests to ensure tailored adjustments.